
 護(hù)坡磚模具
護(hù)坡磚模具生態(tài)護(hù)坡,就選塑料護(hù)坡磚模具
 路牙石模具
路牙石模具高速、市政道路建設(shè)離不開(kāi)路牙石模具
 蓋板模具
蓋板模具高鐵高速電力、水利槽溝蓋板模具
 護(hù)欄模具
護(hù)欄模具高鐵水泥護(hù)欄模具,水泥立柱模具
 彩磚模具
彩磚模具廣場(chǎng)、公園、停車(chē)場(chǎng)路面彩磚模具
 井蓋模具
井蓋模具污水、電力、自來(lái)水塑料水泥井蓋模具
 電纜槽模具
電纜槽模具高鐵高速水泥電纜槽模具
 警示樁排水溝等
警示樁排水溝等水泥警示樁、界樁、百米樁、排水溝模具
 機(jī)械設(shè)備及原料
機(jī)械設(shè)備及原料配套條紋機(jī),拋丸機(jī),欄桿離心機(jī),脫模機(jī)
 水泥制品鋼模具
水泥制品鋼模具水泥遮板鋼模具、擋土墻鋼模具等
 鐵路泄水管配件
鐵路泄水管配件125-U PVC鐵路專(zhuān)用泄水管及配件
塑料模具設(shè)計(jì)與制造中注塑模具分流道設(shè)計(jì)規(guī)范
發(fā)布時(shí)間:2017/01/12 塑料模具設(shè)計(jì)與制造 標(biāo)簽:注塑模具注塑模具加工注塑模具設(shè)計(jì)瀏覽次數(shù):10022
連接主流道與澆口的熔體通道稱(chēng)之為分流道,優(yōu)良的分流道設(shè)計(jì)可以有效的起到分流和轉(zhuǎn)向的作用。一般情況下側(cè)澆口澆注系統(tǒng)的分流道沿內(nèi)模鑲件之間的分型面走,點(diǎn)澆口澆注系統(tǒng)的分流道在流道推板和定模扳之間的分型面以及定模扳內(nèi)的豎直部分。
一:注塑模具分流道設(shè)計(jì)必須考慮的因素
1.塑料的流動(dòng)性和塑料模具指引的形狀,對(duì)于流動(dòng)性差的塑料原料,如PC、HPVC、PPO和PSF等,分流道應(yīng)盡量短,分流道拐彎時(shí)盡量采用圓弧過(guò)渡,橫截面積宜取較大值,橫截面形狀應(yīng)采用圓形或U型設(shè)計(jì)。
2.型腔的數(shù)量多少,決定著分流道的走向、長(zhǎng)短及大小。
3.塑料模具設(shè)計(jì)與制造中注塑模壁厚及內(nèi)在外觀質(zhì)量要求,這些因素決定了澆口的位置和形式,最終決定分流道的走向和大小。
4.注塑機(jī)的壓力及注射速度。
5.主流道及分流道設(shè)計(jì)將影響拉料和脫落方式,如果要采用自動(dòng)化注塑方式,則分流道設(shè)計(jì)必須確保在開(kāi)模后留在后模,且容易推落。
二:分流道設(shè)計(jì)的布置
在確定分流道布置時(shí),因?yàn)榱鞯肋^(guò)短,則成型塑料模具制品的殘留應(yīng)力增大,且易產(chǎn)生飛邊,塑料的流動(dòng)不均,所以流道長(zhǎng)度應(yīng)以成型塑料模具制品的質(zhì)量和結(jié)構(gòu)來(lái)布置為宜,主要可遵循以下布置原則:
1.按特性分,分流道布置可按照平衡布置和非平衡布置。
2.按排位的形狀分,可以按照O形、H形、X形和S形來(lái)布置。
三:分流道設(shè)計(jì)要點(diǎn)
1.盡量減少熔體的能量損失,為此,分流道設(shè)計(jì)的長(zhǎng)度應(yīng)盡量短,容積(截面尺寸)應(yīng)盡可能的小,轉(zhuǎn)角處應(yīng)以圓弧設(shè)計(jì)過(guò)渡,分流道截面設(shè)計(jì)盡量采用圓形。
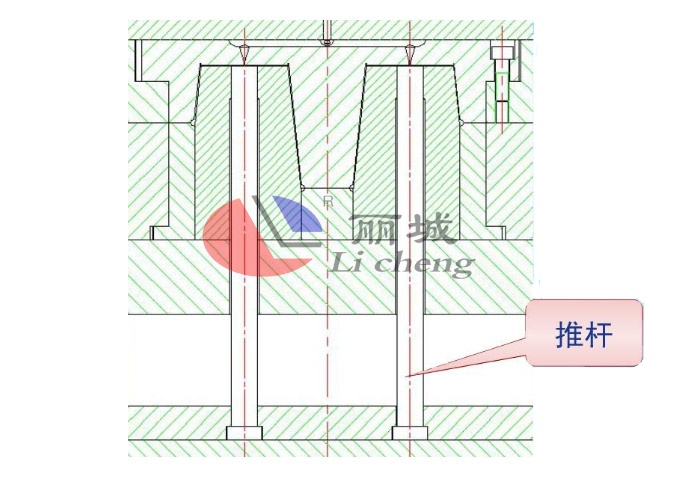
2.分流道末端應(yīng)設(shè)計(jì)冷料穴,以容納冷料和防止空氣進(jìn)入,而冷料穴上一般會(huì)設(shè)置拉料桿,以便于流道脫模。
3.分流道設(shè)計(jì)應(yīng)盡量采用平衡布置。
4.合理的分流道表面粗糙度設(shè)計(jì),有人會(huì)認(rèn)為分流道表面設(shè)計(jì)粗糙度越低越好,其實(shí)不然。適當(dāng)?shù)拇植谠O(shè)計(jì)可以使與分流道開(kāi)始接觸的那部分冷料留在流道壁上不進(jìn)入型腔,而留在流道壁上的那部分冷料又相當(dāng)于一層隔熱料,阻止中間的熔體熱量傳給注塑模具。
四:輔助流道的設(shè)計(jì)
輔助流道的作用是在塑料模具制品加工制造過(guò)程中,將一模多腔中各塑料模具制品在出模后依然連在一起,以方便包裝、運(yùn)輸和裝夾,提高塑料模具制品的剛性,主要輔助分流道設(shè)計(jì)用以以下兩種情況。
1.為方便后續(xù)工序的加工而增加輔助流道
2.為包裝方面而增加輔助流道設(shè)計(jì)。
請(qǐng)廣大客戶注意:
由于本公司各規(guī)格尺寸已有塑料模具數(shù)量已達(dá)3000種之多,所以如果您沒(méi)有在網(wǎng)站中找到合適的產(chǎn)品,可以查看麗臣塑業(yè)的電子畫(huà)冊(cè),主要分為高鐵和市政專(zhuān)用!如果您希望以最短的時(shí)間內(nèi)找到您想要的產(chǎn)品,請(qǐng)撥打麗臣熱線:0573-82606007
麗臣塑業(yè)主營(yíng)產(chǎn)品:現(xiàn)澆塑料模板,六角護(hù)坡模具、高鐵水泥護(hù)欄模具、溝蓋板模具、路沿石模具、彩磚模具、井蓋模具等一系列水泥制品塑料、鋼模具及配套的機(jī)械設(shè)備配件等,如條紋磚條紋機(jī)、脫模機(jī)、高鐵護(hù)欄離心機(jī)、加料機(jī)等。



